How Robafoam supports new customers
Robafoam is a specialist engineering company that has over 30 years of experience in robotically applying foam seals directly to parts. We support customers from the initial design concept right through to production sign off across multiple services such as sub contract services, lighting sealing solutions, automotive sealing solutions and more. Below are some key stages that Robafoam offer support with.

Initial evaluation of joint design.
Whether it’s a new part in the early design phase or an existing product that is wanting an improved IP rating, the first step would be to evaluate the joint design. Understanding what the joint design is, as well as the assembled gap size, is crucial to deciding the gasket specification. For the majority of IP ratings, the gasket must be compressed to a minimum of 50% and no further than 70%. Controlling the compression is an important factor to ensure the serviceability of the part, if the gasket is over-compressed, the cell structure within the foam material can become damaged and therefore unable to return to the original height.
Our design guide can help designers optimise the joint design to ensure they can achieve the required IP rating. https://www.robafoam.com/wp-content/uploads/2021/07/Robafoam-Design-Guide_Download.pdf

Sample prototype
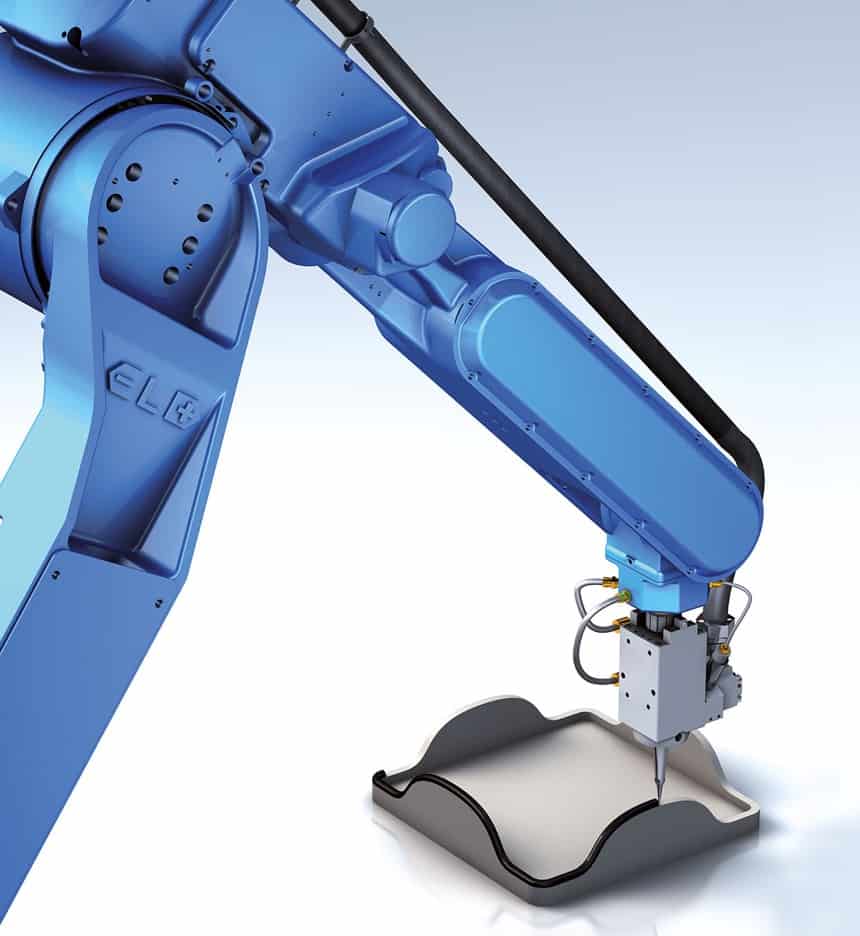
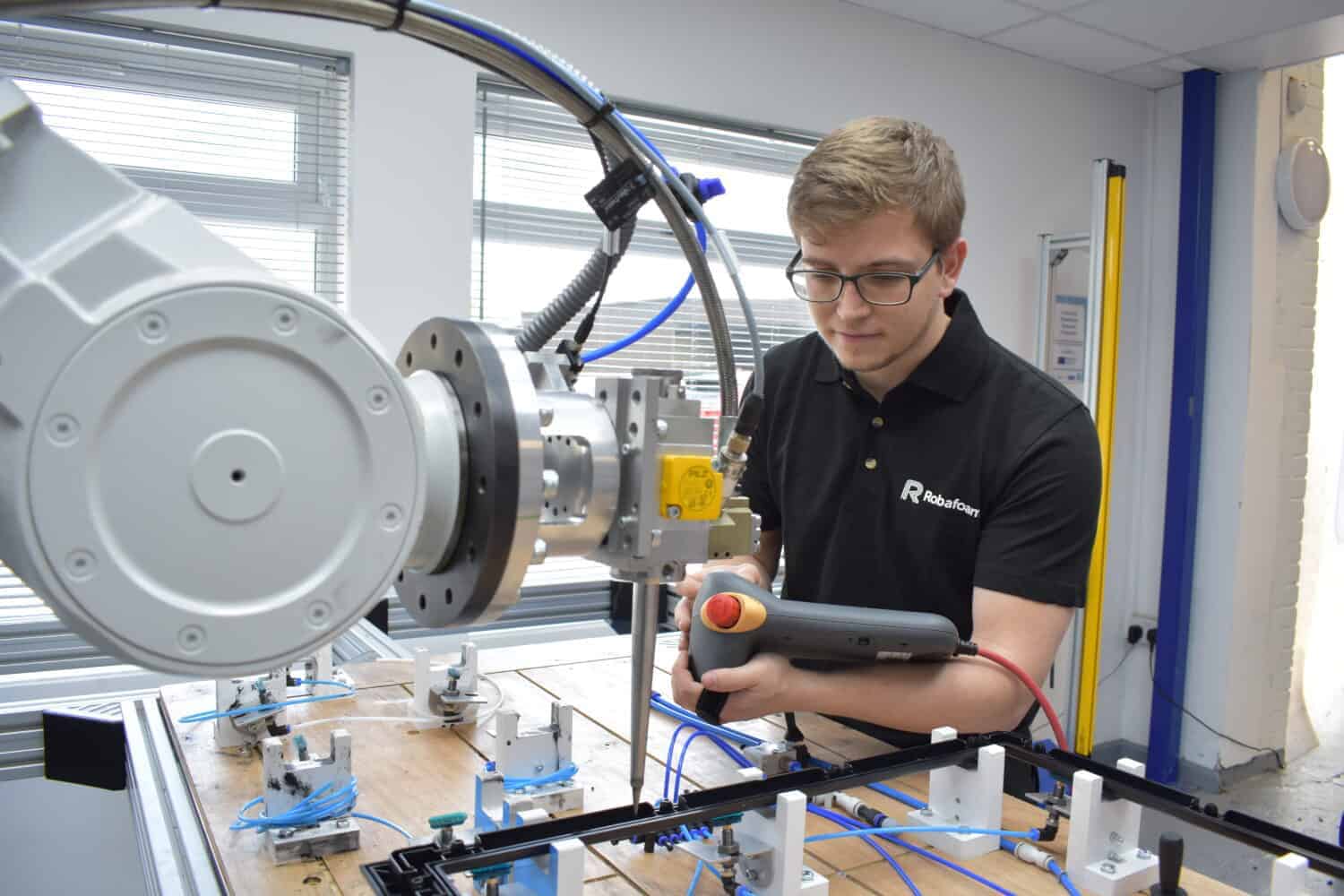
Once the joint design has been optimised, Robafoam offers free sample processing which allows designers to see what our technology is capable of. We have a dedicated lab facility that uses a 4600 6-axis ABB robot and has the capability of processing parts up to 2m x 3m in size. We are able to apply our gasket direct to any substrate whether it be a type of metal, plastic, or a 3D printed SLA prototype. The only characteristic the substrate must have is thermal stability at 80 degrees due to the gasket being a heat cure material.

Costings and preliminary testing
From the prototype or sample trial, a cycle time and foam weight (gasket weight) will be generated. These two factors are what our costings are based upon. A quote will be issued to the customer at this stage.
At this stage, Robafoam is able to perform some unofficial testing on the sample to ensure the sample gasket is suitable for the application.
Specification refinement
Initial testing can be carried out on the prototype sample. It is important to evaluate how the part assembles with the gasket as well as carrying out IP ratings. Robafoam’s technology has the capability of changing the foam hardness by increasing or decreasing the amount of air entrained within the PU material. Therefore, if the part does not pass the required IP test, we would recommend hardening the foam to increase the compressive force of the gasket. Alternatively, if there are some assembly issues due to the gasket being too hard then we can increase the foam ratio to compensate for this.
Furthermore, the technology has the capability of changing the gasket height in specific areas of a part. If your design has a small out of flat condition in areas, or you require a greater level of compression between fixing points, we can increase the gasket height within these areas. A simple change in robot speed is all that is required.

Design sign off
Once the customer is satisfied with the gasket specification and has completed all the required testing, the design will be signed off and ready for production. Bot ISIR and reference samples will be produced at this stage. Small batch runs are also performed to ensure the production process is refined.